By Brian Harkins
.jpg)
.jpg) As is the case with much of the manufacturing sector, Photovoltaic (PV) Original Equipment Manufacturers (OEMs) are searching for ways to produce high-performing products with lower-cost materials while improving manufacturing efficiencies to achieve grid parity. These efforts echo market predictions that solar installations in the U.S. will be flat or just slightly increased for 20111), and that nearly every major solar market will face similar challenges2). Analysts cite the decreasing government subsidies and incentives as well as a backlog of current installation projects as the catalyst in the decline for module demand.1) Supplementary material suppliers to the PV market are aiding OEMs in their goals of reducing module manufacturing costs, increasing manufacturing efficiency, and improving the overall performance of solar cells and modules.3) As is the case with much of the manufacturing sector, Photovoltaic (PV) Original Equipment Manufacturers (OEMs) are searching for ways to produce high-performing products with lower-cost materials while improving manufacturing efficiencies to achieve grid parity. These efforts echo market predictions that solar installations in the U.S. will be flat or just slightly increased for 20111), and that nearly every major solar market will face similar challenges2). Analysts cite the decreasing government subsidies and incentives as well as a backlog of current installation projects as the catalyst in the decline for module demand.1) Supplementary material suppliers to the PV market are aiding OEMs in their goals of reducing module manufacturing costs, increasing manufacturing efficiency, and improving the overall performance of solar cells and modules.3)
New bonding adhesives and Pressure-Sensitive Adhesive Tapes (PSAs) are gaining the attention of OEMs seeking the latest technologies to advance and enhance the performance capabilities of PV cells for increased returns. Of particular interest are Conductive Pressure-Sensitive Adhesives (CPSAs) as an alternative to costly silver-filled Electrically Conductive Adhesive pastes (Ag-ECAs) and solder for electrical interconnect and bus bar attachment applications. As CPSAs gain ground as an alternative to traditional bonding methods, OEMS will begin to realize the benefits these adhesives provide as an economical material choice for the most challenging of PV applications.
High-Performing CPSA Technology
CPSAs, available from Adhesives Research (AR) are UV-resistant, high-performance adhesive tapes capable of withstanding temperature extremes, thermal cycling, damp heat exposure, and a number of other environmental stresses. The base adhesives used to formulate AR’s CPSAs are low-outgassing, which help to preserve module component integrity, efficiency, and product aesthetic for the lifetime of the module.
The AR CPSAs contain two conductive fillers that can be varied to achieve the desired performance properties. The first highly-conductive metal filler provides the primary pathway for electrical interconnect and allows for a direct Z-axis electrical connection between two substrates. The secondary filler forms an interpenetrating network within the adhesive and minimizes the dielectric effects of the adhesive while providing additional pathways for charge to travel through the adhesive. This approach of providing alternative electrical pathways within the adhesive minimizes constrictive resistance, while preventing the formation of hot spots.
CPSA Constructions
Like other Pressure-Sensitive Adhesive (PSA) tapes, CPSAs are dry, tacky films that form tenacious bonds with minimal pressure. PSA tapes are clean, easy-to-handle, reduce exposure to hazardous chemicals, do not require cold storage, nor require heat to activate or cure the adhesive. CPSAs are inherently viscoelastic and possess both elastic and fluid-like properties. In some cases, the addition of heat and/or pressure may improve performance; an elevated temperature encourages adhesive flow to allow for more efficient contact of metal fillers in the adhesive and the substrate for improved adhesion and electrical interconnect.
CPSA may be utilized in both unencapsulated and encapsulated PV designs and are available in three product constructions, including: transfer-film, single-faced, and double-faced tapes. The intended end-use dictates which construction will be used for a given application.
-Transfer Adhesive Films─An unsupported layer of conductive adhesive is coated between two release liners. CPSAs of this type provide Z-axis electrical interconnect between two conductive substrates.
-Single-Faced Tapes─A conductive adhesive is coated to one side of a foil carrier. Single-faced CPSAs collect charge from one substrate and transfer the charge in the XY plane via the conductive foil to a second substrate.
-Double-Faced Tapes─Conductive adhesive is coated to both sides of a foil carrier. These constructions are well-suited for use as Z-axis electrical interconnects or as bus bar foils. In these applications, double-faced adhesives collect a charge from one substrate and transfer it to a second substrate on the opposite side of the foil (i.e., transfer charge from ‘P’ side of one cell to the ‘N’ side of the adjacent).
CPSAs: Economical Alternatives to Conventional Ag-ECA and Solder
When measured against conventional Ag-ECAs, CPSAs provide high-performing, economical electrical interconnect alternatives for the PV market. Ag-ECAs are heavily filled, typically >80% silver by weight to achieve the percolation threshold required for effective electrical performance. CPSAs rely on particle bridging rather than percolation to achieve similar levels of electrical conductivity at a fraction of the metal filler loading levels of ECAs.
CPSAs can achieve reliable conductivity through the utilization of less costly non-noble metals as the primary filler, making these products a viable material choice for the semi-hermetically sealed environment of PV modules. As Lu et al. demonstrates, increases in the contact resistance associated with metal oxide formation at elevated temperatures are driven mainly by galvanic coupling of dissimilar metals in the presence of oxygen and moisture. Lu et al. showed that the bulk resistance increase for a nickel metal-filled conductive adhesive on a silver wire can be maintained to levels similar to a silver metal-filled conductive adhesive on silver wire when moisture is eliminated from the environment.4) Therefore, the same can be said for a non-noble metal-filled CPSA that is in contact with other commonly used metal foils such as copper, aluminum, or tin-coated copper.
Temperature Performance
Solders are tin metal alloys that remain rigid until the melt temperature is reached. Amorphous and semi-crystalline materials, such as CPSAs and Ag-ECAs, are fluid-like and flexible at temperatures above their glass transition temperature (Tg), but behave glassy at temperatures below their Tg. Localized segmental motion of polymer chains is restricted at temperatures below the Tg, resulting in ineffective polymer stress dissipation. At temperatures above the Tg, localized segmental motion is possible, enabling polymers to dissipate stress in the form of heat. The Tgs of Ag-ECAs are typically above room temperature whereas the Tgs of CPSAs are approximately -40ºC. Therefore, CPSAs can dissipate stresses more effectively at temperatures much lower than Ag-ECAs and solders.
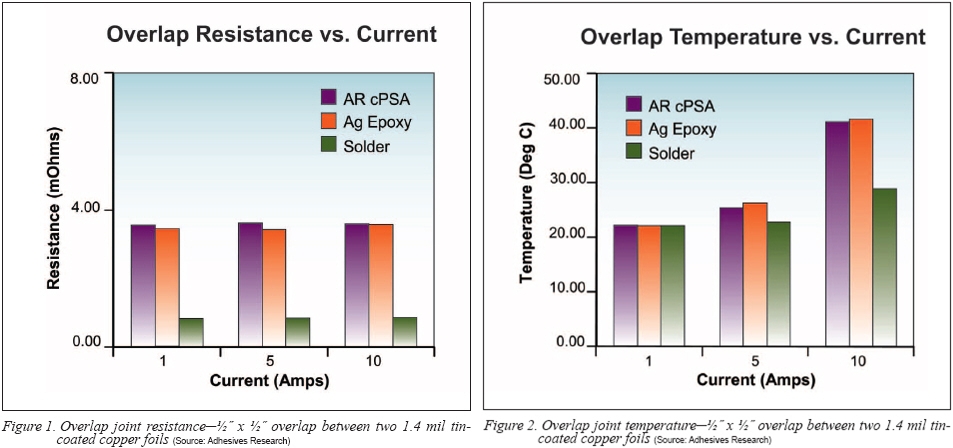
Substrate coefficient of thermal expansion CTE mismatches, wind loads, and other environmental conditions can impart substantial stress on electrical interconnects inside the module. CPSAs, which remain fluid-like and flexible at sub-ambient temperatures, are less susceptible to stress cracking or bond failure than rigid solders or Ag-ECAs. This point is also important in that design qualifications for PV modules, such as IEC 61215, IEC 61646 and UL 1703, require modules to pass standardized thermal cycling tests that encompass temperatures as low as -40ºC. In addition to offering potential cost and physical performance advantages, CPSAs provide comparable electrical and thermal performance to that of Ag-ECA and solder. (Figure1 and 2)
CPSAs in PV Applications
.jpg) CPSAs are being embraced as an integral part of PV design, and evidence of this can be seen today in inorganic and organic thin-film module bus bar applications where a strip of CPSA tape functions as the bus bar─the primary mode for transferring charge from inside the module to the junction box─as illustrated in Figure 3. In these applications, the current for the entire module flows through a single joint created by an overlap of the bus bar CPSA and the module’s bussing foil. The current density is substantial across this overlap, therefore the need for a stable interconnect is of the utmost importance, making bus bar degradation and electrical contact one of the top reliability concerns for wafer silicon, CdTe, and CIS PVs.5) CPSAs are being embraced as an integral part of PV design, and evidence of this can be seen today in inorganic and organic thin-film module bus bar applications where a strip of CPSA tape functions as the bus bar─the primary mode for transferring charge from inside the module to the junction box─as illustrated in Figure 3. In these applications, the current for the entire module flows through a single joint created by an overlap of the bus bar CPSA and the module’s bussing foil. The current density is substantial across this overlap, therefore the need for a stable interconnect is of the utmost importance, making bus bar degradation and electrical contact one of the top reliability concerns for wafer silicon, CdTe, and CIS PVs.5)
CPSAs are being evaluated for potential use as cell stringing interconnects to replace solder and Ag-ECAs. Single-faced CPSAs are also being considered for applications as terminal bussing systems to collect charge from stringing ribbon or foil where a simple lamination can potentially replace the need for soldering these to the bus bar foil. In all of these application examples, the CPSA becomes an integral part of the PV design, and reliable adhesive and high-performing electrical interconnects are paramount for avoiding issues related to power loss or complete failure of a PV module.
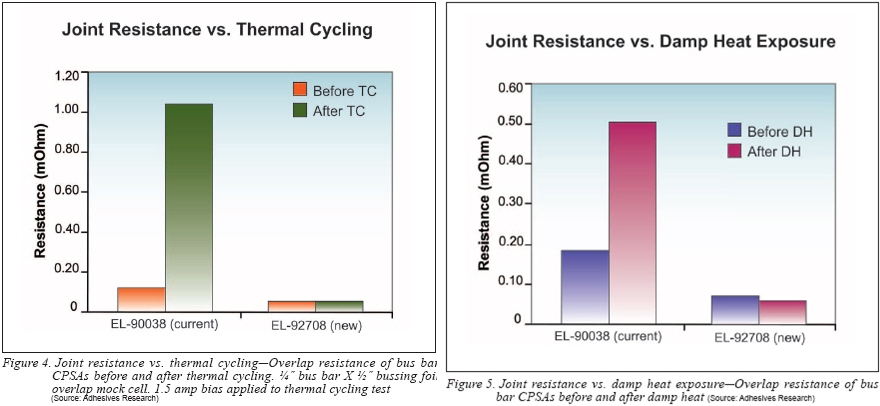
The Arizona State University PV Testing Laboratory reported the majority of stress tests failures during 1997-2005 were due to damp heat and thermal cycle tests.6) AR CPSAs have demonstrated extremely stable electrical performance when exposed to thermal cycling (Figure 4) and damp heat (Figure 5) in both mock cell and PV module designs.
Electrical Performance Testing
PV manufacturers will benefit most during the design stage of their project by selecting an adhesives manufacturing partner with a fully equipped electrical testing facility and experience specifically in the area of developing custom CPSAs. The testing labs at Adhesives Research (AR) are used to evaluate technologies at a component level per PV qualification test standards, customer supplied methods, and destructive accelerated lifetime tests. A majority of the testing at AR has involved the study of CPSAs used as bus bar tapes for PV modules, and is discussed in more detail below.
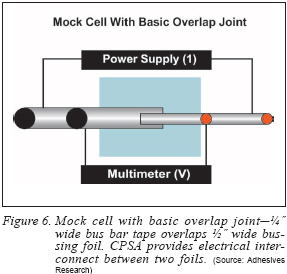
When evaluating CPSAs for bus bar applications, the simplest test cell geometry is that of an overlap joint formed by the bus bar tapes and a second bussing foil as seen in Figure 4. This is intended to simulate a critical interconnect in an OEM’s PV module. Mock cells containing this overlap joint are prepared in a manner consistent with an OEM’s design/process and tested under different conditions, such as current ramp, hot ampacity, thermal cycling, and damp heat exposure. Current (I) is supplied to the mock cell and the voltage drop (V) across the overlap joint is measured periodically during the test, typically every 1-2 minutes. The resistance (R) is calculated per Ohm’s law, R = V/ I.
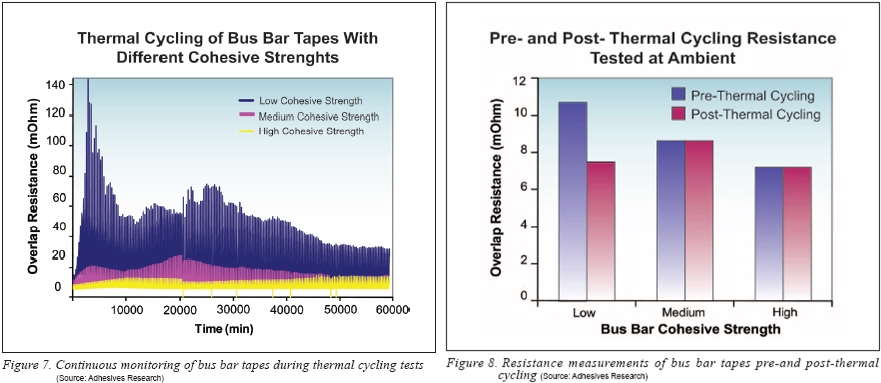
This continuous monitoring of electrical performance allows for the identification of bus bar technology differences that may not be obvious when testing pre-and post-conditioning only. The graph below shows the performance of three different bus bar tapes in an encapsulated mock cell during a thermal cycling test. The three bus bar tapes differ in regards to the cohesive strength of their base adhesive. In this study, the bus bar tapes with a more cohesive base adhesive withstood the thermo-mechanical stresses created by the encapsulated mock cell subjected to thermal cycle conditioning (Figure 7). This finding would have been overlooked had performance been evaluated only at the beginning and end of thermal cycling (Figure 8). In fact, the resistance values for all three bus bars pre- and post-thermal cycling were quite similar.
 Just as a need exists for a set of accelerated aging standard test methods capable of predicting long-term reliability of PV modules, there is also a need for component level (mock cell) test methods capable of predicting performance in actual PV modules. This need is addressed by using commercially proven bus bar tapes, such as AR’s EL-90038, as a baseline for electrical performance. In this way, competitive technologies and next generation products can be evaluated in a mock cell scenario and predictions of how these tapes will behave in the actual module can be determined based on how they performed against the control sample. Just as a need exists for a set of accelerated aging standard test methods capable of predicting long-term reliability of PV modules, there is also a need for component level (mock cell) test methods capable of predicting performance in actual PV modules. This need is addressed by using commercially proven bus bar tapes, such as AR’s EL-90038, as a baseline for electrical performance. In this way, competitive technologies and next generation products can be evaluated in a mock cell scenario and predictions of how these tapes will behave in the actual module can be determined based on how they performed against the control sample.
A benefit of testing in this mock cell approach is that multiple bus bar tapes can be evaluated simultaneously in a short period of time. In addition, OEMs can identify potential bus bar technology benefits or uncover potential issues (Photo 1) prior to producing modules and submitting for qualification tests, such as those established by IEC and UL.
As PV OEMs search for ways to reduce module manufacturing costs to offset the decline in demand resulting from a decrease in government subsidies/incentives, supplementary raw materials suppliers will play a crucial role in aiding PV OEMs in these efforts. CPSAs provide economical, high-performance alternatives to conventional electrical interconnect approaches such as Ag-ECAs and solder. Electrical testing focusing on real-time monitoring of component level performance in mock cell designs under different aging conditions yields a more accurate view of performance versus focusing solely on pre-and post testing. Partnering with an adhesives manufacturer with expertise in CPSA technology and electrical testing can provide PV OEMs an edge when identifying suitable components for their application and increase the potential of meeting critical design qualifications for PV modules, such as those established by IEC and UL.
Brian Harkins is a research scientist for Adhesives Research (www.adhesivesresearch.com) and specializes in the development and commercialization of electrically conductive and dielectric Pressure-Sensitive Adhesive (PSA) systems for the solar industry. He has been instrumental in the establishment of the company’s specialized testing methods and geometries for conductive PSA programs and applications. Harkins received his Bachelor of Science degree in chemistry from York College of Pennsylvania and has more than 10 years of experience in the PSA and coatings industry.
REFERENCES
1) T. Kimbis, S. Fenn, J. Baca, W. Lent, S. Kann, S. Mehta, B. Prior, MJ Shiao, A. Krulewitz, ‘U.S. Solar Market Insight: 2nd Quarter 2011 Executive Summary’. Solar Energy Industries Association and GTM Research Solar Analysts (2011)
2) Forbes Magazine, ‘U.S. Solar Market Jumps 69% in Q2 But Likely to Cool Off’, Forbes.com, 20 Apr. 2009. http://www.forbes.com/sites/toddwoody/2011/09/20/u-s-solar-market-jumps-69-but-likely-to-cool-off/
3) N. Caley, “Beyond Silicon and Thin Film: Raw Materials Play Vital Role”. Solar Industry Magazine Vol. 3 (2010) 37 (Number 7)
4) D. Lu, Q.K. Tong, C.P. Wong, “Mechanisms Underlying the Unstable Contact Resistance of Conductive Adhesives”. IEEE Transactions on Electronics Packaging Manufacturing 22 (1999) 228-232.
5) N. Bosco, “Reliability Concerns Associated with PV Technologies”. National Renewable Energy Laboratory (2011) 1-11.
6) B. Li, T. Arends, J. Kuitche, W. Shisler, Y. Kang, G. TamizhMani, “IEC and IEEE Design Qualifications: An Analysis of Test Results Acquired Over Nine Years”. 21st European Photovoltaic Solar Energy Conference(2006).
For more information, please send your e-mails to pved@infothe.com.
ⓒ2011 www.interpv.net All rights reserved.
|

.jpg)
