By Marina Temchenko
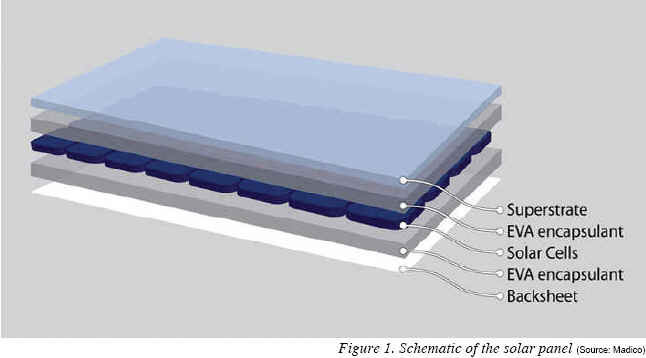
 Typical solar panel consists of a superstrate or front sheet, a layer of encapsulant, an array of connected cells, a layer of encapsulant and a substrate or backsheet (Figure. 1) and is designed to operate outdoors for over 25 years. Thin-film solar panels also contain barrier films, such as aluminum, sputtered films or high performance polymeric films1) to prevent moisture vapor ingress into the module. Typical solar panel consists of a superstrate or front sheet, a layer of encapsulant, an array of connected cells, a layer of encapsulant and a substrate or backsheet (Figure. 1) and is designed to operate outdoors for over 25 years. Thin-film solar panels also contain barrier films, such as aluminum, sputtered films or high performance polymeric films1) to prevent moisture vapor ingress into the module.
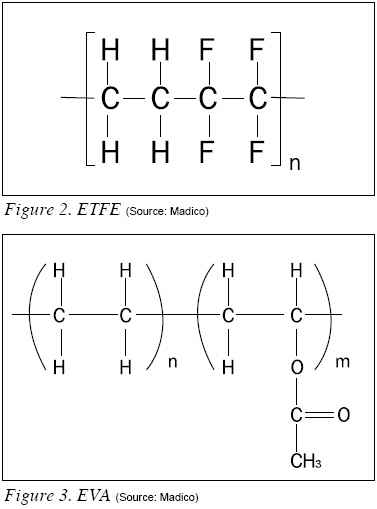
The superstrate is usually made of glass. Some modules utilize polymeric materials such as ethylene-tetrafluoroethylene (ETFE, Tefzel®), silicone or others.
The superstrate must have excellent light transmission and UV stability, should be impervious to water vapor and possess a low coefficient of thermal expansion. Other requirements include high electrical insulation, weatherability, compatibility with the encapsulant, and mechanical strength.
Encapsulants are usually made of the copolymer of Ethylene and Vinyl Acetate (EVA) with the content of vinyl acetate about 33%.
 Alternate materials used as encapsulants are silicone, polyvinyl butyral, Surlyn®, thermoplastic polyurethanes, and others. Encapsulants are designed to protect solar cells from vibration, extreme temperatures, moisture ingress, and physical and electrical stresses2). Encapsulant must possess excellent clarity, UV stability, low modulus, good dielectric properties and good adhesion to other solar module components. Alternate materials used as encapsulants are silicone, polyvinyl butyral, Surlyn®, thermoplastic polyurethanes, and others. Encapsulants are designed to protect solar cells from vibration, extreme temperatures, moisture ingress, and physical and electrical stresses2). Encapsulant must possess excellent clarity, UV stability, low modulus, good dielectric properties and good adhesion to other solar module components.
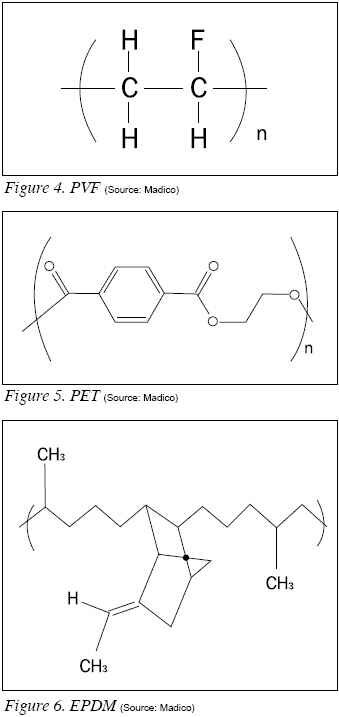
Substrates for solar panels were made of glass initially. In the attempt to overcome shortcomings of glass, such as excessive weight and high cost, polymeric film-based backsheets were introduced. The main function of the backsheet is to provide solar modules mechanical and UV protection as well as electrical isolation. The requirements for the backsheets include good adhesion to the encapsulant, sealant, j-box, and labels. In addition, backsheets need to have low flammability, low moisture transmission rate and good chemical resistance. One of the first compositions of the backsheets was Tedlar®/Polyester/Tedlar® construction. Tedlar® is a fluoropolymer (polyvinyl fluoride) film.
It provides excellent weatherability and chemical resistance, while polyester provides good electrical isolation and mechanical protection. Later, it was realized that the inner layer of the backsheet does not need to be as weatherable as a fluoropolymer, but has to have better dielectric properties, lower Moisture Vapor Transmission Rate (MVTR), better adhesion to the EVA encapsulant, higher reflectivity and must be more cost effective. Therefore, the inner Tedlar® layer was substituted with the layer of thermoplastic EVA3) (content of vinyl acetate lower than in EVA encapsulant). Comparison of MVTR and Partial Discharge data for PVF and EVA is collected in Table 1.

Thus new backsheet Tedlar®/Polyester /EVA was introduced and is commonly called TPE.
Further efforts to optimize the backsheet design resulted in the replacement of engineered PVF film with a thin fluoropolymer coating. While providing the required protection to the solar panel, basksheet designed with Protekt® technology4) offers a ‘leaner and greener™‘ solution by eliminating the adhesive layer and reducing the thickness of both the PET and the upper weatherable layer. The Manufacturing of Protekt® is environmentally friendly process as it does not involve harsh chemicals and extreme temperatures.
Another approach is to combine a layer of backsheet and an encapsulant in one layer of Ethylene Propylene Diene Monomer (EPDM) rubber5). This material is still in the developmental stage.
 The rapid growth of the Photovoltaic (PV) industry over the last several years led to the development and introduction of numerous new materials for PV applications. This is a very positive phenomenon, as new materials allow for more choices, higher performance, and cost reduction of the final products. On the other hand, development, introduction to the market and manufacturing of new materials is a challenging process. One of the challenges the backsheet manufacturers are facing is the certification process. Since these new polymeric materials do not have a long history of performance in PV applications, extensive testing to ensure safety and reliability is required. Currently the IEC, UL and other certifiying group’s standards outline testing procedures for polymeric materials for PV applications and are used as guidelines. However, these standards have shortcomings, some of which are outlined below. The rapid growth of the Photovoltaic (PV) industry over the last several years led to the development and introduction of numerous new materials for PV applications. This is a very positive phenomenon, as new materials allow for more choices, higher performance, and cost reduction of the final products. On the other hand, development, introduction to the market and manufacturing of new materials is a challenging process. One of the challenges the backsheet manufacturers are facing is the certification process. Since these new polymeric materials do not have a long history of performance in PV applications, extensive testing to ensure safety and reliability is required. Currently the IEC, UL and other certifiying group’s standards outline testing procedures for polymeric materials for PV applications and are used as guidelines. However, these standards have shortcomings, some of which are outlined below.
Time Required for Testing Completion
Current procedures such as Damp Heat, UV Exposure and other tests require 2-3 months for completion. Even though current standards necessitate only 1,000 hours of exposure to Damp Heat, backsheet and module manufacturers extend this procedure to 2,000 hours or longer to ensure the material performs adequately upon aging. Such lengthy procedures result in the delayed introduction of materials to the PV market. Most companies, in an attempt to shorten accelerated aging utilize alternative test procedures. For example, HAST (Highly Accelerated Stress Test) has become popular among PV module component and PV modules manufacturers. However, the HAST procedure needs to be standardized and correlated with Damp Heat and outdoor performance.
Interpretation of the Requirements
Some standards do not clearly define the performance expectations of polymeric materials upon completion of the tests. For example, backsheet manufacturers perform damp heat testing, measure and report adhesion values between the layers of the backsheet or between the backsheet and the encapsulant as a function of exposure to damp heat. Currently, the damp heat test protocol does not indicate what results are expected at the end of the test.
There is limited consensus between different parties, including certifying agencies, about interpretation of the requirements described in the IEC and UL standards. For example, UL 746 C states that only materials ‘directly’ exposed to sunlight have to be tested with respect to UV stability. This statement raises a lot of questions. Is this a requisite applicable to backsheets? How does the test need to be performed? Should it be done by a certifying agency or will the internal test results suffice?
Relative Thermal Index (RTI) value requirement is even more complicated. RTI is a measure of the thermal stability of the polymeric material and determines whether the material is suitable for continuous use at certain temperatures. Usually, backsheets are multilayer structures; currently, the standard states that the RTI value of one layer can be assigned to the full construction. It is unclear which value should be assigned to the full construction in the case where individual layers possess different RTI values. Certifying agencies offer different opinions on this matter.
Flammability is another key property that needs to be defined clearly. The PV community is growing beyond just being a source of power for small homes or communities. It is reaching proportions as a serious alternate energy source to power the Electric Grid. Safety and reliability are the primary requirements. With that said, tests have to be defined taking into account limitations of polymeric materials without compromising safety. Module manufacturers in general and backsheet manufacturers in particular are under serious pressure to reduce cost of the materials used in a manner to achieve ‘Grid Parity’ and certain polymeric materials provide the path to achieve this goal.
Another challenge is to ensure the continuous supply of raw materials to meet the ever-growing demand of the PV Industry. Most of these materials are polymer based and are subjected to the same slew of certification tests, delaying the process of introduction to the PV market. Polymeric materials provide the required performance and properties for use in the manufacture of PV modules, but are subject to tests with inadequately defined or arbitrary performance requirements, causing confusion and delay in approval is the same for use in the manufacturing of components for PV modules.
The PV community realizes these limitations and is working on the new IEC document that will address these and other concerns. However, the timetable for the new standards that will bring relief to the highlighted challenges is a couple of years from completion. The current exponential growth of the PV industry is placing significant strain on the PV module and component manufacturers alike. A short term solution is required to screen and qualify the much needed materials to continue supporting the innovative efforts of the PV industry. The innovation must also include reduced waste, the associated cost of waste and designs that are more sustainable.
Marina Temchenko received her M.Sci. in Polymer Chemistry from Moscow state university in Russia and is a senior scientist at Madico, Inc. (www.madico.com).
REFERENCES
1) Madico US patent 6,319,596
2) N. Dhere, J. Wohlgemuth, ‘Design and Reliability of PV Modules’ WCPEC-4, Hawaii 2006
3) Madico US patent 7,579,083; 7,338,707]
4) M.Temchenko, et al ‘New Materials For Protective Backing Sheets’ 21st EPVSEC Dresden 2006
5) M.Kempe, ‘Design criteria for photovoltaic backsheet and front-sheet materials’. Photovoltaics International journal, second edition, November 2008
For more information, please send your e-mails to pved@infothe.com.
ⓒ2010 www.interpv.net All rights reserved. |

.jpg)
